Français
|
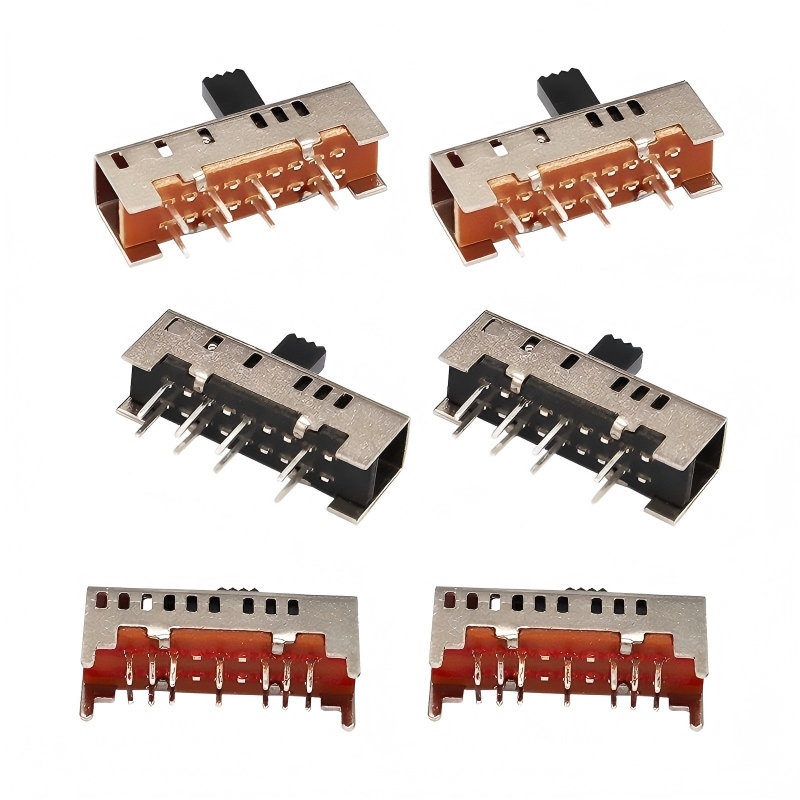
Dans l'assemblage et la réparation de produits électroniques, le soudage est un processus critique qui garantit des connexions de circuits fiables. Pour les composants couramment utilisés tels que les interrupteurs à bascule électroniques, différentes méthodes de soudage peuvent avoir un impact direct sur leurs performances, leur durée de vie et la stabilité globale de l'appareil. Cet article examine les effets de trois techniques de soudure courantes-brasage manuel, brasage par refusion et brasage à la vague-sur les interrupteurs à bascule électroniques, ainsi que des recommandations pratiques de sélection.
1. Soudure manuelle
Le brasage manuel est la méthode la plus traditionnelle et la plus flexible, particulièrement adaptée aux petits-production par lots, réparations ou prototypage.
Avantages :
· Haute flexibilité : permet un fonctionnement précis pour les commutateurs avec différentes spécifications et dispositions de broches.
· Choc thermique contrôlable : les opérateurs qualifiés peuvent gérer le temps de contact du fer pour minimiser les dommages thermiques à la structure interne du commutateur.
· Forte applicabilité : idéal pour les commutateurs spéciaux difficiles à souder avec un équipement automatisé (par exemple, micro-interrupteurs à bascule, interrupteurs étanches avec boîtiers).
Risques potentiels :
· Dommages thermiques : un fonctionnement prolongé ou une température excessive peut faire fondre les pièces en plastique ou provoquer un recuit des contacts métalliques internes, affectant la sensation tactile et la durée de vie.
· Joints de soudure à froid : une température insuffisante ou une soudure inégale peut entraîner des connexions peu fiables, une résistance de contact accrue ou une conduction intermittente.
· Risque d'électricité statique : Une mauvaise manipulation peut introduire de l'électricité statique, endommageant les contacts internes sensibles.
Recommandations :
· Utilisez une température-fer à souder contrôlé, idéalement réglé entre 280 et 320°C.
· Adopter un "pointage de soudure" approche, limitant le temps de soudure par broche à 3 secondes maximum.
· Préférez les fils à souder contenant de l'argent ou du cuivre pour améliorer la conductivité et la résistance mécanique.
2. Soudure par refusion
Le brasage par refusion est la méthode courante en surface-technologie de montage, oùe la pâte à souder est fondue par air chaud ou chauffage infrarouge pour former des connexions.
Avantages :
· Haute cohérence : convient à la production de masse, garantissant un chauffage uniforme de toutes les broches de commutation et une qualité de joint de soudure stable.
· Joints de soudure solides : la pâte à souder forme des composés intermétalliques fiables pendant la fusion, garantissant des connexions robustes.
· Haute automatisation : peut être intégré au pick-et-placer des machines pour une production entièrement automatisée.
Risques potentiels :
· Accumulation de contraintes thermiques : exposition prolongée à des températures élevées-zones de température (généralement 220-240°C) peut accélérer le vieillissement du plastique ou provoquer une déformation du boîtier.
· Pontage par soudure : une pâte à souder excessive ou un espacement étroit des broches peuvent entraîner des courts-circuits entre les broches adjacentes.
· Exigence de résistance aux températures élevées : les interrupteurs doivent être fabriqués en matériaux de haute-température-matériaux résistants (par exemple, plastique LCP, haute-températurenylon).
Recommandations :
· Sélectionnez des interrupteurs à bascule avec un indice de résistance à la chaleur ≥260°C.
· Optimiser le profil de température de soudage par refusion pour éviter des températures de pointe excessives ou des températures élevées prolongées.-exposition à la température.
· Pour les micro-commutateurs avec des dispositions de broches denses, envisagez d'utiliser des pochoirs ou des gabarits d'impression de pâte à souder pour limiter la propagation de la pâte.
3. Soudure à la vague
Le brasage à la vague est principalement utilisé pour les-composants de trou, oùe les broches traversent une vague de soudure fondue pour former des connexions.
Avantages :
· Haute efficacité : idéal pour les grands-brasage en volume de travers-interrupteurs à trous.
· Excellente capacité de remplissage : la soudure remplit entièrement-trous, fournissant un ancrage mécanique fiable.
· Coût-Efficace : les équipements et les processus matures le rendent adapté aux prises traditionnelles-dans la production de commutateurs.
Risques potentiels :
· Fort choc thermique : contact instantané avec une température élevée-vagues de soudure de température (généralement 250-260°C) peut provoquer des fissures plastiques ou une déformation structurelle interne.
· Colmatage de la soudure : un mauvais flux de soudure ou des trous de broche mal conçus peuvent entraîner un colmatage de la soudure dans les pièces mobiles.
· Contamination par les résidus de flux : le flux peut s'infiltrer à l'intérieur du commutateur, affectant ainsi les-fiabilité des contacts à terme ou provoquant une corrosion électrochimique.
Recommandations :
· Donner la priorité aux interrupteurs avec chaleur-conceptions structurelles résistantes (par exemple,nervures renforcées, haute-plastiques à température).
· Contrôler strictement le temps de contact du soudage à la vague (recommandé 2 à 4 secondes).
· Mettre en place un post-processus denettoyage de soudure pour éliminer le flux résiduel.

Profession: sales manager
département: sales department
Téléphone de l'entreprise: +86 0769-86341524
E-mail: Contactez nous
Téléphone portable: +86 17774772320
Site Internet: dgxztechco.frainfo.com
Adresse: No. 250, shiheng avenue, shipai town, dongguan City

































 Utilisateur en ligne
Utilisateur en ligne