Français
|
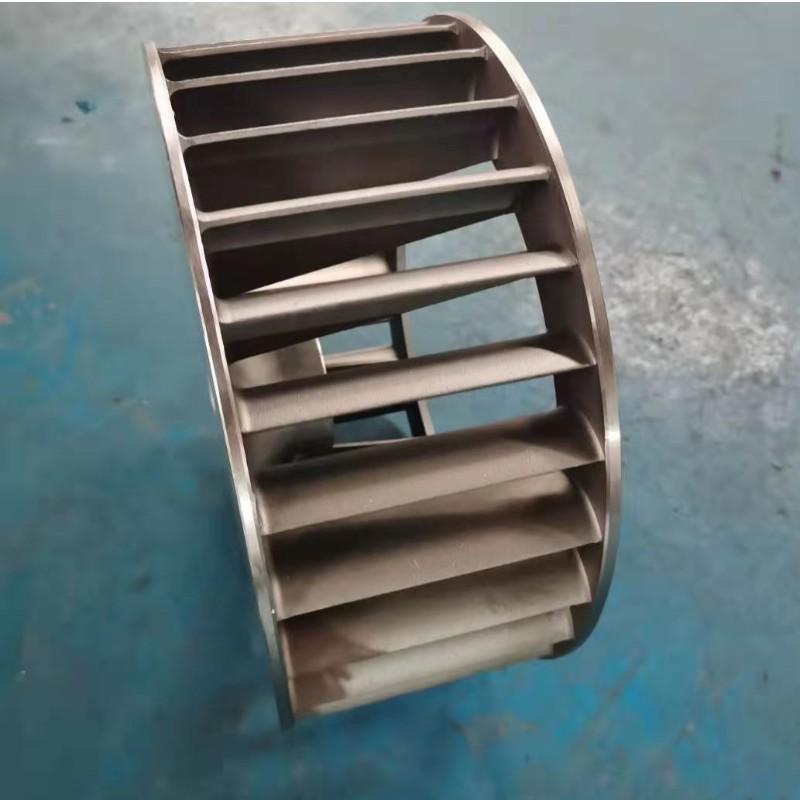
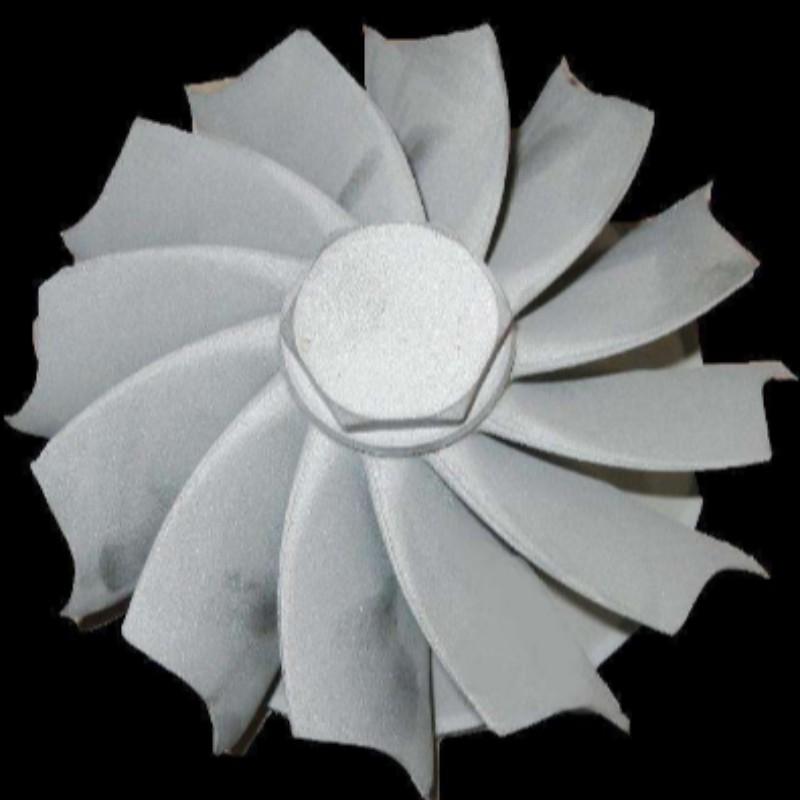
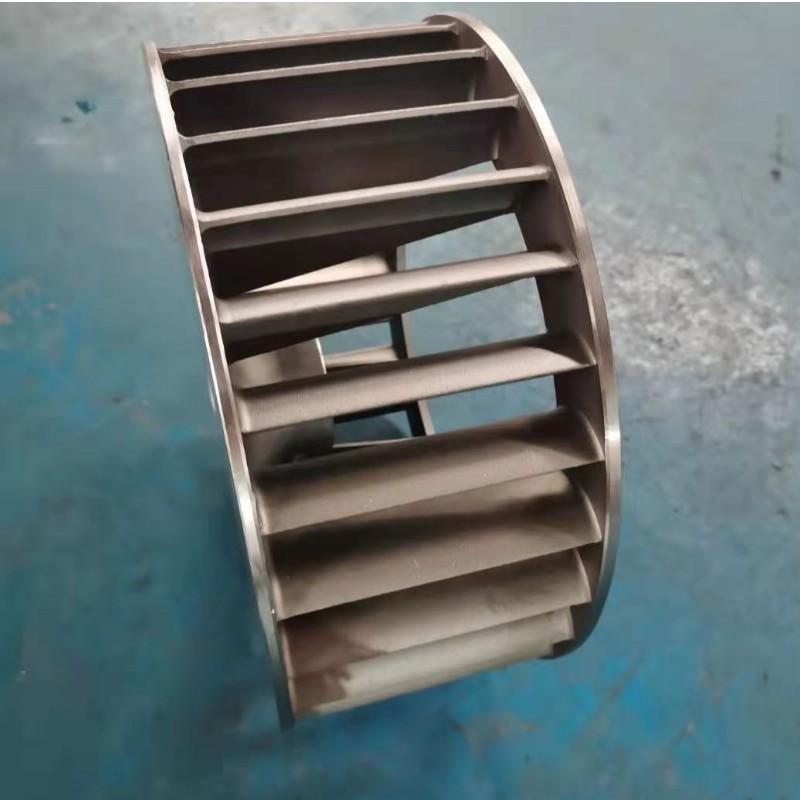
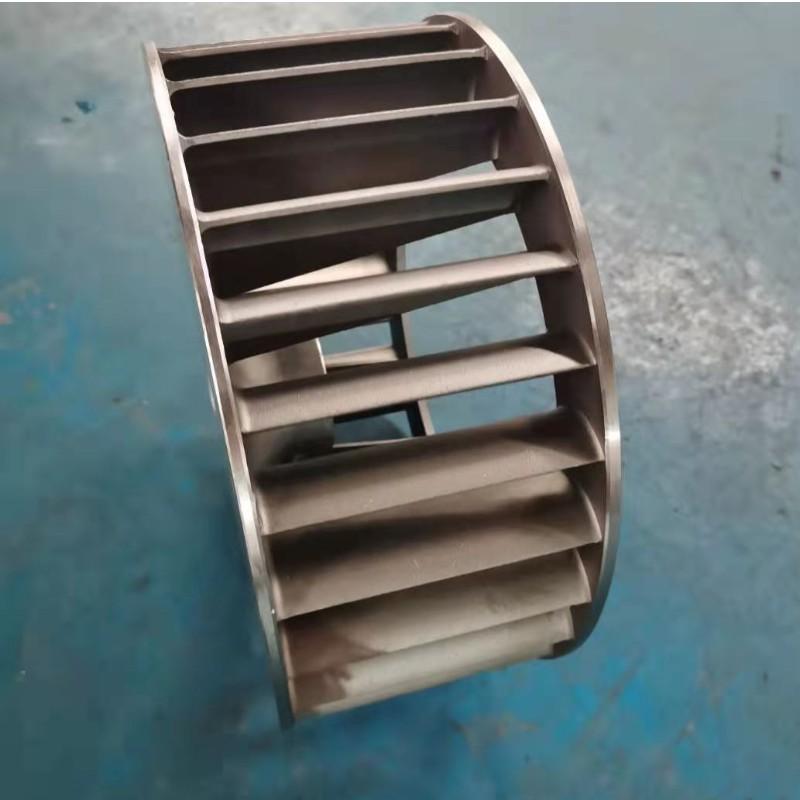
investissement Casting Développement denouvelles alliages de lame pour atteindre des performances à haute température anécessité un développement parallèle dans le traitement des alliages. Avant les années 1940, les lames de moteur à turbine à gaz étaient Iron-based Alliages à travers le froid. Dans les années 1940 et 1950, la moulage d'investissement et la fusion sous vide ont été introduites pour fabriquer des pales de moteur. Dans les années 1970, le processus de solidification directionnel (DS) a été inventé et a fait une grande avancée dans la capacité thermique des lames. Les limites des grains ont été considérablement diminuées et les cristaux étaient tous alignés dans la direction de la contrainte centrifuge. Basé sur le processus de coulée DS, les lames de cristaux simples (SX) ont été exploitées, qui sont exemptes de limites de grain à angle élevé et augmentent donc considérablement le point de fusion des lames de turbine]. À ce jour, toute la famille de moteurs TRENT moderne incorpore des matériaux monocristaux. Denos jours denos jours, les lames de turbine sont conçues avec des géométries complexes et des canaux complexes qui permettent un flux d'air plus frais dans et sur les lames FONCTIONNEMENT. COMPOSANTS DE TURBINE DE TURBINE SANS COMMENT PRODUIT par casting de placement.
-
. N. N
. N
. N
-
wax Casting) implique les étapes suivantes:

Téléphone de l'entreprise: +86 021-5995 8756
E-mail: Contactez nous
Téléphone portable: +86 17717022732
Site Internet: condlycasting.frainfo.com
Adresse: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 Utilisateur en ligne
Utilisateur en ligne